歡迎來到 常州市錢江干燥設備工程有限公司 官方網站!
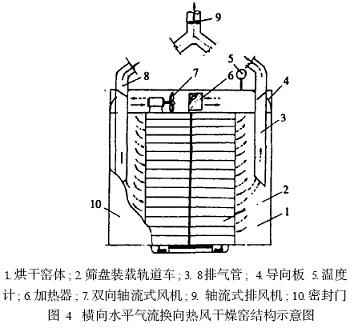
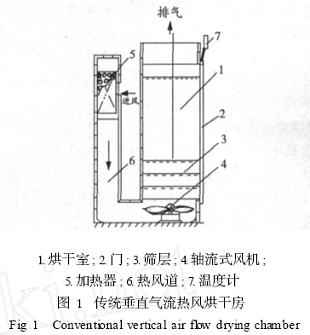
每間烘干室用磚體砌成, 室內空間80 cm ×100 cm ×200 cm,放置篩盤, (80 cm ×100 cm,篩孔直徑1 cm)有13層,每10~15間組成1排烘干房;加熱器采用帶螺旋翅片的散熱管7 (根) ×8 (層)組成,縱貫烘干房;熱風道經散熱器與烘干室相通;室底部安裝軸流式風機(電機功率0. 75~1. 0 kW)上吹式通風;排氣采用自然上排法。其烘干品質量較好。但也存在產量低,干燥時間較長能耗大,占地大(每片篩盤平均間接占地0. 5 m2 ) ,產品質量參差不一的缺陷。其主要不足是烘干室垂直氣流通風穿透性差,對高含水率厚層堆放的銀耳干燥造成自下而上較大的水分梯度與溫度梯度:熱風初始溫度保持80 ℃時, 6~8 h下層已烘到含水率低于8%,^上層溫度仍低于50~60 ℃,含水率仍高達50%以上。因此,需要人工將^下2層翻轉并架,并將上層逐層調低,在^高層再放入新物料。這樣,不僅全程烘干周期較長(平均10~12 h) ,而且調架工作量和熱量損失大,有1. 5% ~2%的破損率。為解決這些問題,本研究結合企業生產實際,進行如下改造試驗。
1 改造方案1———垂直氣流換向熱風干燥
1. 1 垂直氣流換向熱風干燥的結構設計
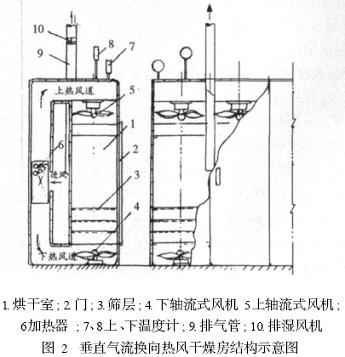
垂直氣流換向熱風干燥結構設計如圖2,在圖1 結構的基礎上,增加上熱通風道與上軸流式風機,可定時換向通風;并把原2間合并為1單元,中間增設共用排氣管,管內設軸流式風機,可按需要啟動強化排濕或調節風門大小控制排濕量,排氣口設在中部, 正反向均可通用。該結構特點是增加投資很少,工藝操作簡單,降低干燥時間,不用人工調換層架就能達到上下層干燥均勻,不僅提高勞動效率和生產率,而且減少成品破損率并節約能耗。適用于利用現有作坊式烘干房改造。
1. 2 垂直氣流換向熱風干燥試驗
1. 2. 1 試驗原料 選擇直徑8~12 cm,鮮重100~200 g銀耳,經水洗滴干后一朵朵平鋪在烘篩上,不重疊,初始含水率為90% ~100%。
1. 2. 2 試驗裝置 在圖2改造裝置上,進行干燥實驗,一次烘干13層。供熱使用2 t鍋爐,進汽壓力1~2 MPa,保持初始熱風溫度80 ℃;為提高溫度控制精度,除用溫度計與調節進汽壓力控制溫度外,試驗增設溫控儀控制,精度±1 ℃。
1. 2. 3 試驗方法 依據銀耳烘干可采用直線和恒定溫度[ 1 ]的理論與實踐,由起烘升溫開始,前1~2 h為穩定升溫至60~70 ℃(^高應≤80 ℃) ,而不必采用香菇類梯度式分階段干燥的方法。試驗條件簡化為在恒定熱風初始溫度80 ℃與恒定風速(保持軸流式風機滿負荷狀態)下進行,于熱風流向改變的不同間隔時間j,使用DTS - 231型溫濕儀分別測定各層物料k的含水率Mk, j ,并引用平均含水率梯度指標Wa j來評價干燥效果[ 2, 3 ] 。

式中Mg j ———^高層在某換向工況下的含水率;M1, j ———第1層在某換向工況下的含水率; N ———烘干房篩網層數。
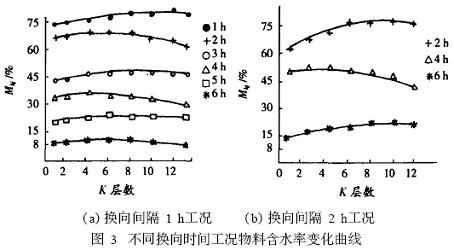
根據生產實際和現場初步篩選,銀耳干燥前1~2 h一般為穩定升溫與高排濕時間,全程干燥應控制在8 h內,故選定主要換向間隔時間為1 h與2 h,分別測定出干燥時間為1 - 6 h時各狀態點的含水率(每點取3 次測量值的平均值) 。圖3 - a、b分別為換向間隔1 h、2 h工況,測定的各層物料含水率變化曲線圖。
1. 3 垂直氣流換向熱風干燥試驗結果與分析
在換向間隔為1 h工況下(見圖3 - a) ,干燥1 h后,曲線基本呈漸升形直線,其中第1層物料含水率M1, 1為74%,第13層物料含水率M13, 1為81%,平均含水率梯度指標Wa1 = 0. 583;干燥2 h后,第一層M1, 2為67%,峰值在第7層M7, 2為70% ,第13層M13, 2為61% ,則Wa2 = 0. 500,曲線呈凸狀拋物線形;同理干燥3 h、4 h、5 h、6 h后,M1, 3為44. 5%、M13, 3為49. 5% ,Wa3 = 0. 417;M1, 4為34%、M13, 4為30% ,Wa4 =0. 333;M1, 5為20%M13, 5為22% ,Wa5 = 0. 167; M1, 6為9. 2%、M13, 6為8. 2% , Wa6 = 0. 083, 隨干燥時間延長,其平均含水率梯度越來越趨近均勻,反映在曲線圖上,分別為微凸狀拋物線形,也越來越平坦。另第7 h測定M1, 7為6%、M13, 7為6. 5% ,Wa7 = 0. 004;則干燥很均勻已達干燥終點,銀耳外觀朵形完整,顏色新鮮,達到工藝要求。與傳統熱風相比。其干燥速率提高30%以上,而且節約大量人力物耗。
在換向間隔為2 h工況下(見圖3 - b) ,干燥2 h后,第1層物料含水率M1, 2為62%,第13層物料含水率M13, 2為75% ,平均含水率梯度指標Wa, 2= 1. 083,從曲線圖上看,基本呈漸升凸狀拋物線形。干燥4 h、6 h后,分別測定M1, 4為51%、M13, 4為42% ,Wa4 = 0. 750;M1, 6為14%、M13, 6為21% , Wa6 = 0. 583; 曲線仍然呈凸狀
拋物線形,但越來越平坦,趨近均勻狀態。另干燥8 h后,M1, 8為8% ,M13, 8為6. 5% ,則Wa8= 0. 125,也達到工藝要求。
2種工況對比分析,前者明顯優于后者。其機理是: 1 h 換向間隔, 換向次數多而適當,使物料干燥均勻,各層物料體積均縮小,空隙增大,全體通風改善,即明顯改善干燥的水分梯度與溫度梯度,因此干燥速率加快,干燥6 h平均含水率已達到8. 6%; 相反, 2 h換向,換向次數少而不適,短時間內物料干燥不均勻,各層物料體積縮小不均,全體通風未明顯改善,因此干燥速率相對較慢,干燥6 h平均含水率僅達到14%~21%之間。
但換向時間不是越短越好。增設0. 5 h換向驗證試驗,在干燥前期,當升溫未達到干燥工藝溫度時換向,反而不利干燥而延長干燥時間;在干燥后期因干燥溫度較高,菇體縮小而改善通風,有一定的作用。故較優工藝為干燥溫度70~80 ℃,干燥前期1~2 h升溫期可不用換向, 2 h后以換向時間間隔1 h為宜。